






NPT/RC/PT/BSPT/NPTF Thread Plug Gauge
Simple Description:
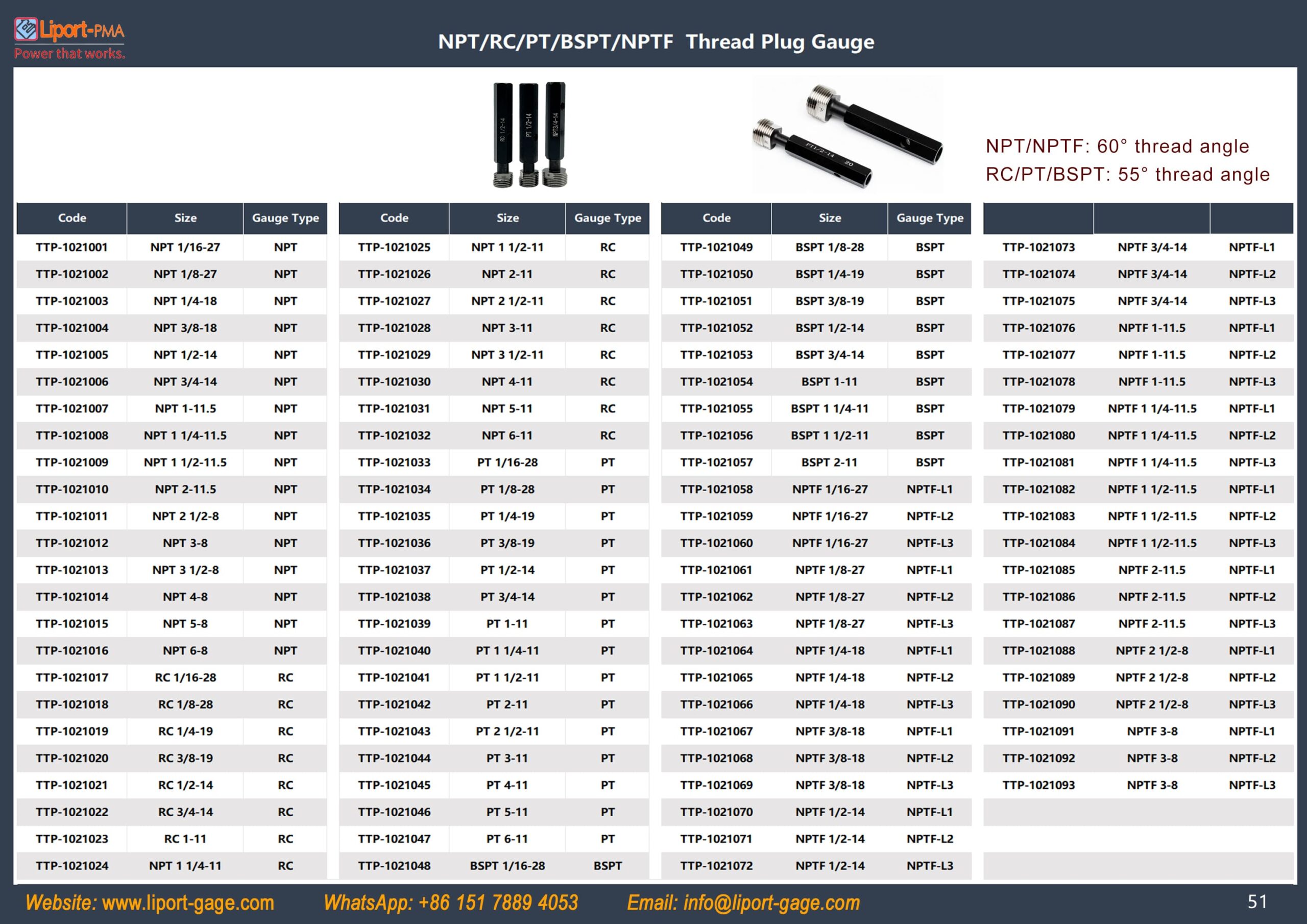
- Product Model: NPT/RC/PT/BSPT/NPTF Thread Plug Gauge
- Range : 1/16~6″
- NPT / NPTF: ASME B1.20.1, ASME B1.20.3
RC / BSPT: BS EN 10226-1, BS 21
PT: JIS B 0203 - Material: GCr15.
- Hardness : measuring surface is 58-65HRC.
CUSTOM – MADE
-
- For custom special-size threads, kindly supply major diameter, pitch diameter, minor diameter and thread form.
- We also provide thread plug gauges of NPSM/BSPP/PSP/G/NPSL/PF/PG/NPS/RP/BSW/Tyre Valve/Optical/Bicycle thread
NPT/RC/PT/BSPT/NPTF Taper Pipe Thread Working Plug Gauges
1. Purpose
For full inspection of tapered internal pipe threads complying with corresponding standards:
NPT / NPTF: ASME B1.20.1, ASME B1.20.3
RC / BSPT: BS EN 10226-1, BS 21
PT: JIS B 0203
2. Inspection Environment
Standard calibration temperature: 20℃ ±1℃; measuring force is zero under standard conditions. Temperature deviation affects thread fit clearance and testing accuracy.
3. Inspection Methods
Measure single pitch diameter, pitch and taper angle via three-wire method with length measuring equipment and taper fixture.
Inspect flank angle, major/minor diameter, thread truncation and relief groove by universal tool microscope.
Verify upper limit, reference plane, lower limit marks and sealing engagement length with optical comparator.
4. Usage Instructions
Only calibrated qualified plug gauges can be used for workpiece thread testing. All gauges shall meet the taper, thread profile, tolerance and three-mark requirements of matching pipe thread standards.
To avoid acceptance disputes between manufacturer, inspector and buyer, unified qualified gauges are recommended. If unavailable, follow below rules:
A. Gauge Wear Selection Rule
Manufacturer: Use new/slightly worn go gauges paired with no-go gauges near wear limit.
Inspector & Buyer: Use go gauges near wear limit paired with new/slightly worn no-go gauges.
B. Go (T) Plug Gauge Judgment (3 engraved marks: upper / reference / lower)
Full-form tapered thread with three reference marks for controlling effective pitch diameter and sealing depth:
Hand-tighten the gauge into workpiece thread without extra force until seated.
Workpiece thread end face must sit between upper and lower limit marks; alignment with reference plane mark is acceptable.
End face over upper mark = oversize pitch diameter (unqualified); end face below lower mark = poor sealing (unqualified).
C. No-Go (Z) Plug Gauge Judgment (no three reference marks)
Truncated short thread only limits maximum single pitch diameter:
Hand screw into workpiece internal thread.
Fully engaged pitches shall not exceed 2; 3 or more engaged pitches means over-tolerance (unqualified).
D. Qualification Standard
Workpiece tapered internal pipe thread passes inspection only when both go gauge mark requirement and no-go pitch limit are satisfied with fully compliant calibrated gauges.

