Available for a fee: ILAC-MRA/CNAS certified reports issued by official authoritative institutions in China
Recognized in China & Internationally Mutually Recognized: The report is suitable for global calibration scenarios, with no re-testing required for cross-border use
Efficient Testing Cycle: Completed in approximately 5 working days (regular cases), ensuring no delay to your order delivery schedule
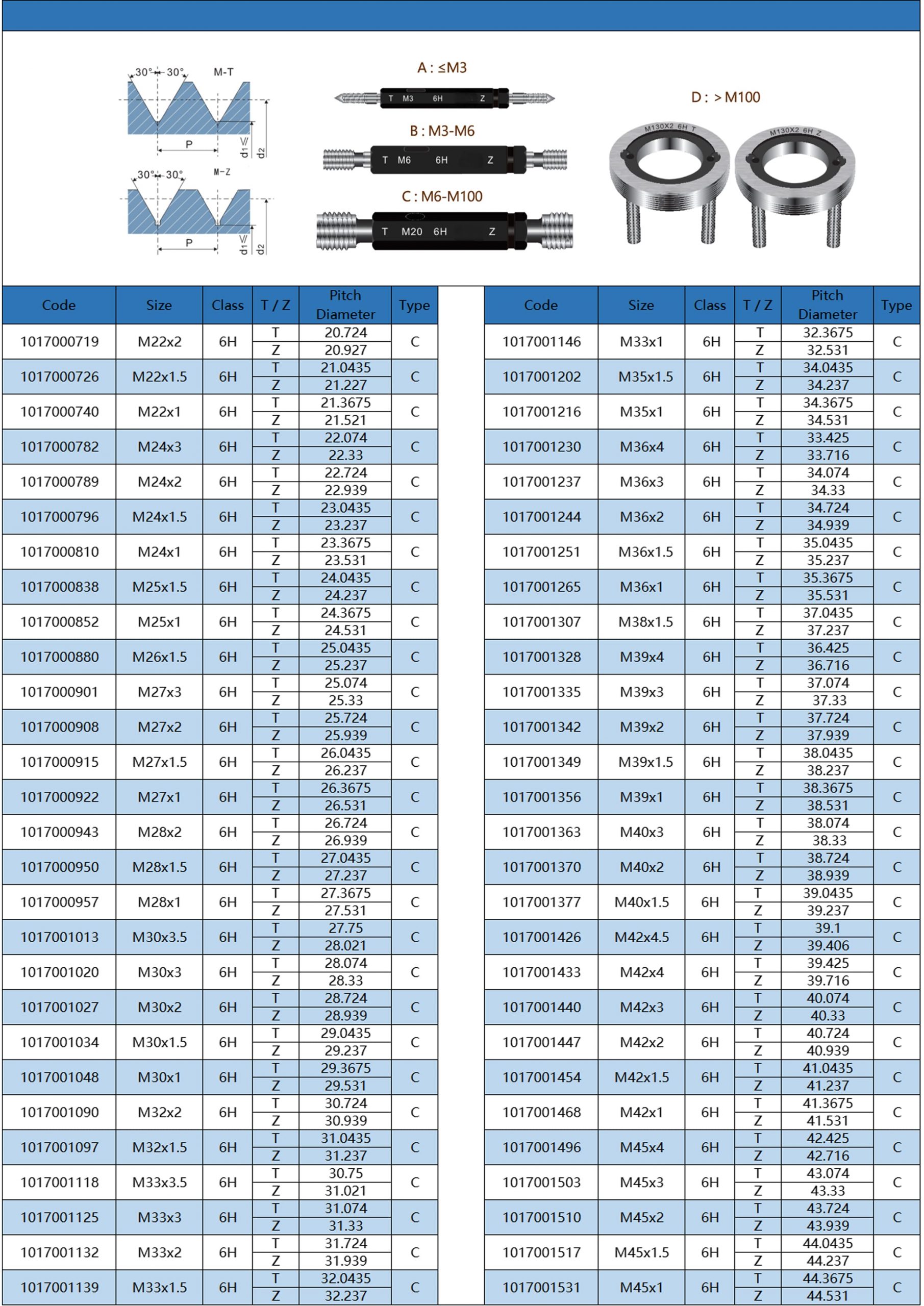
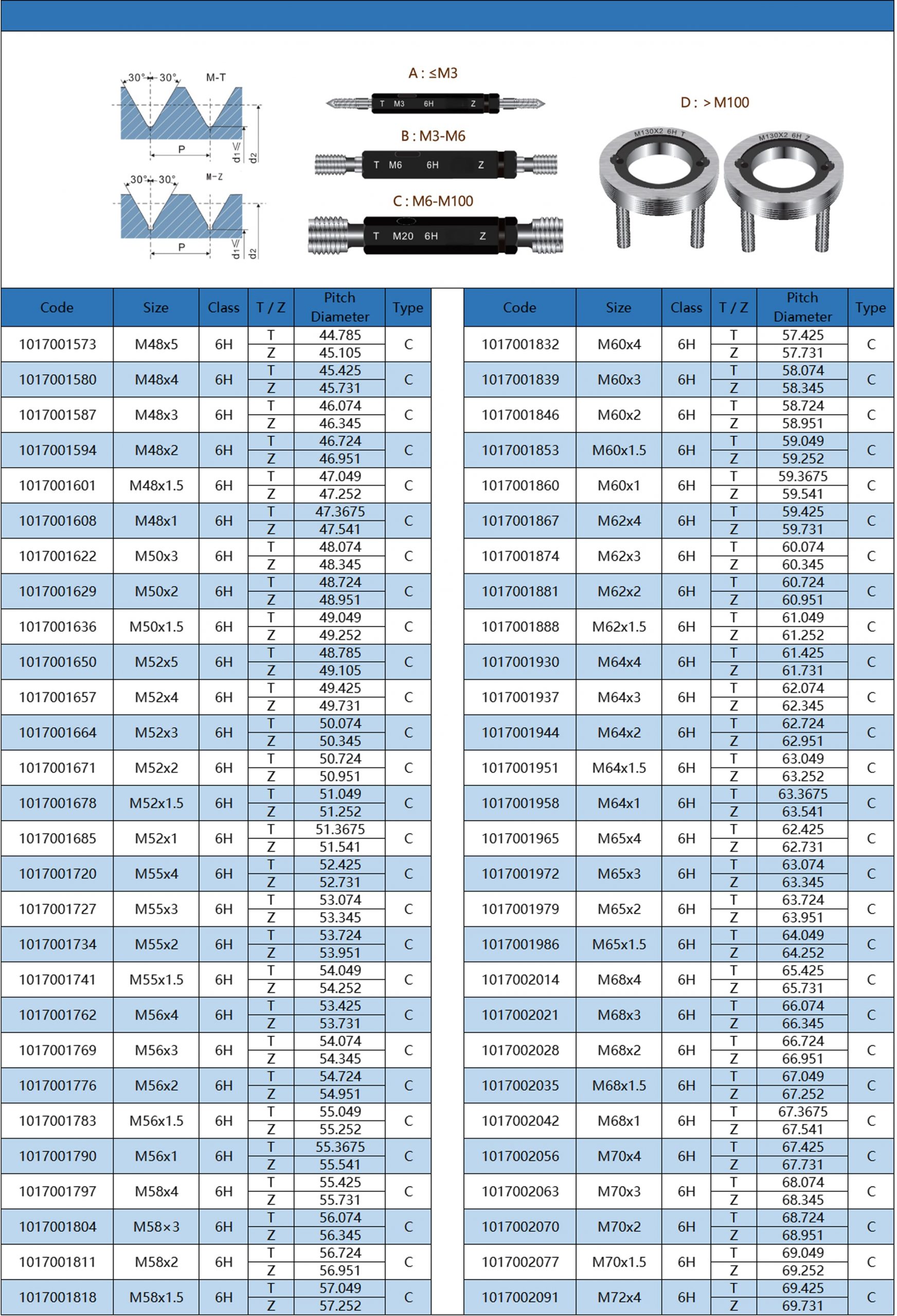
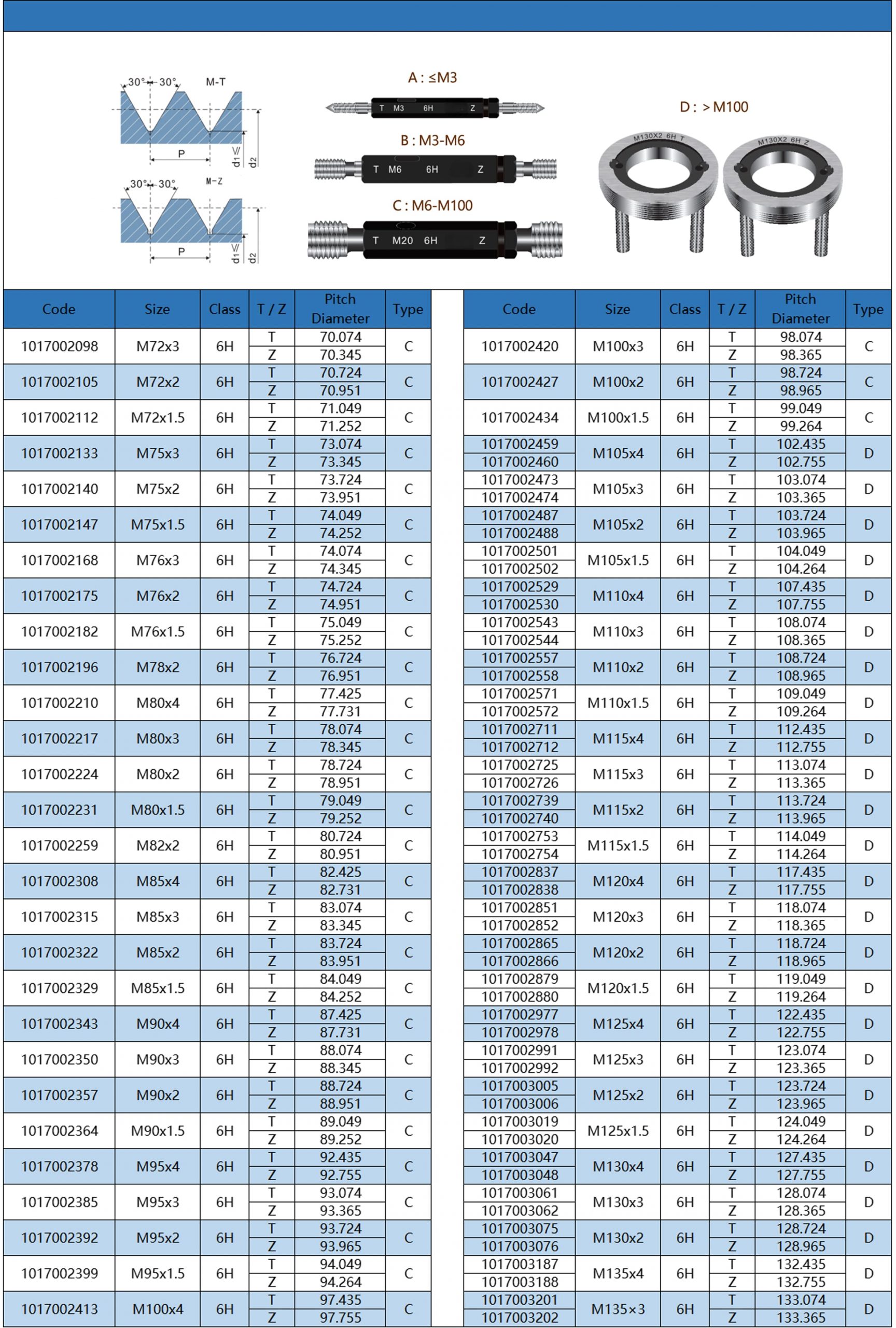
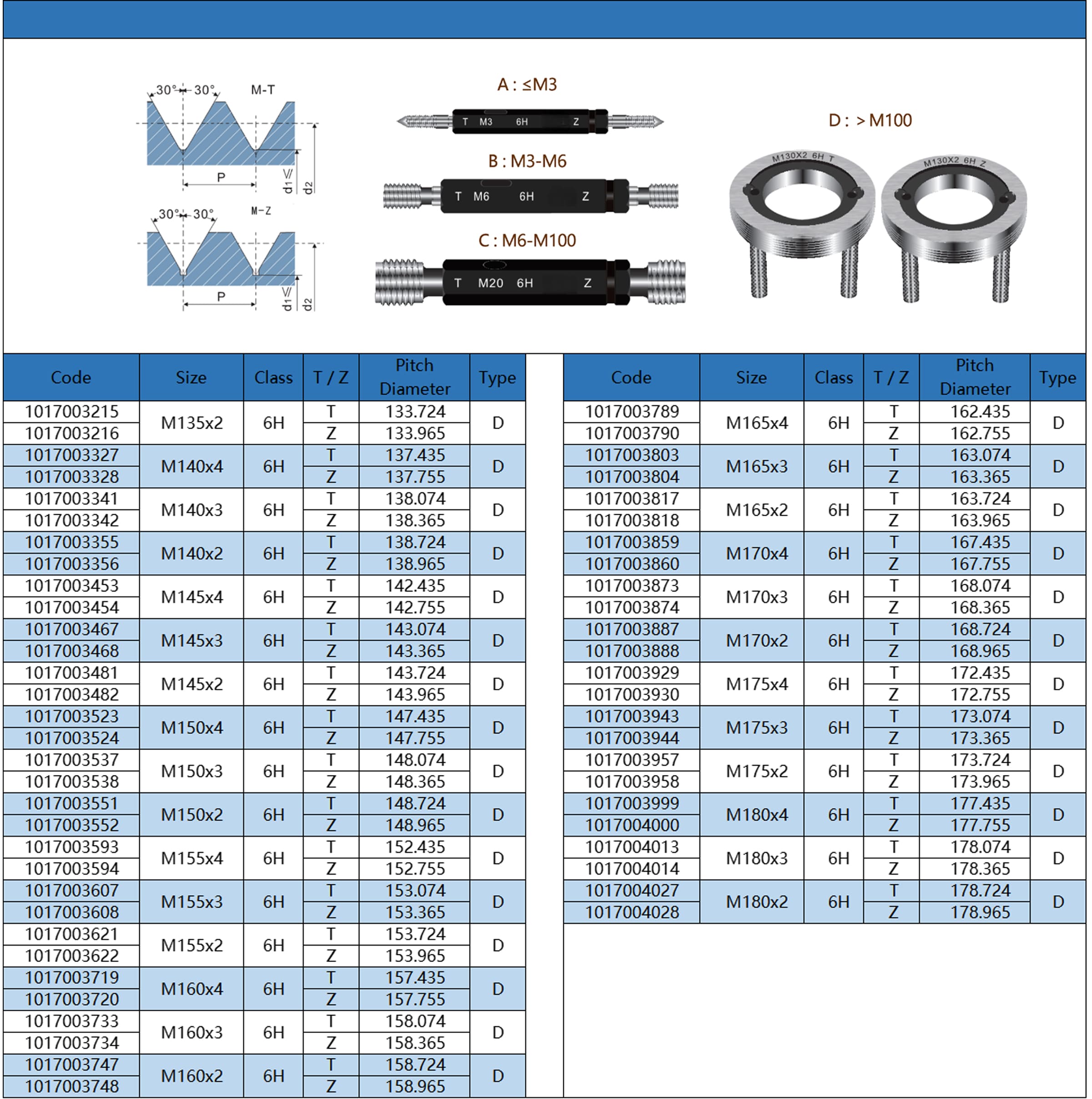
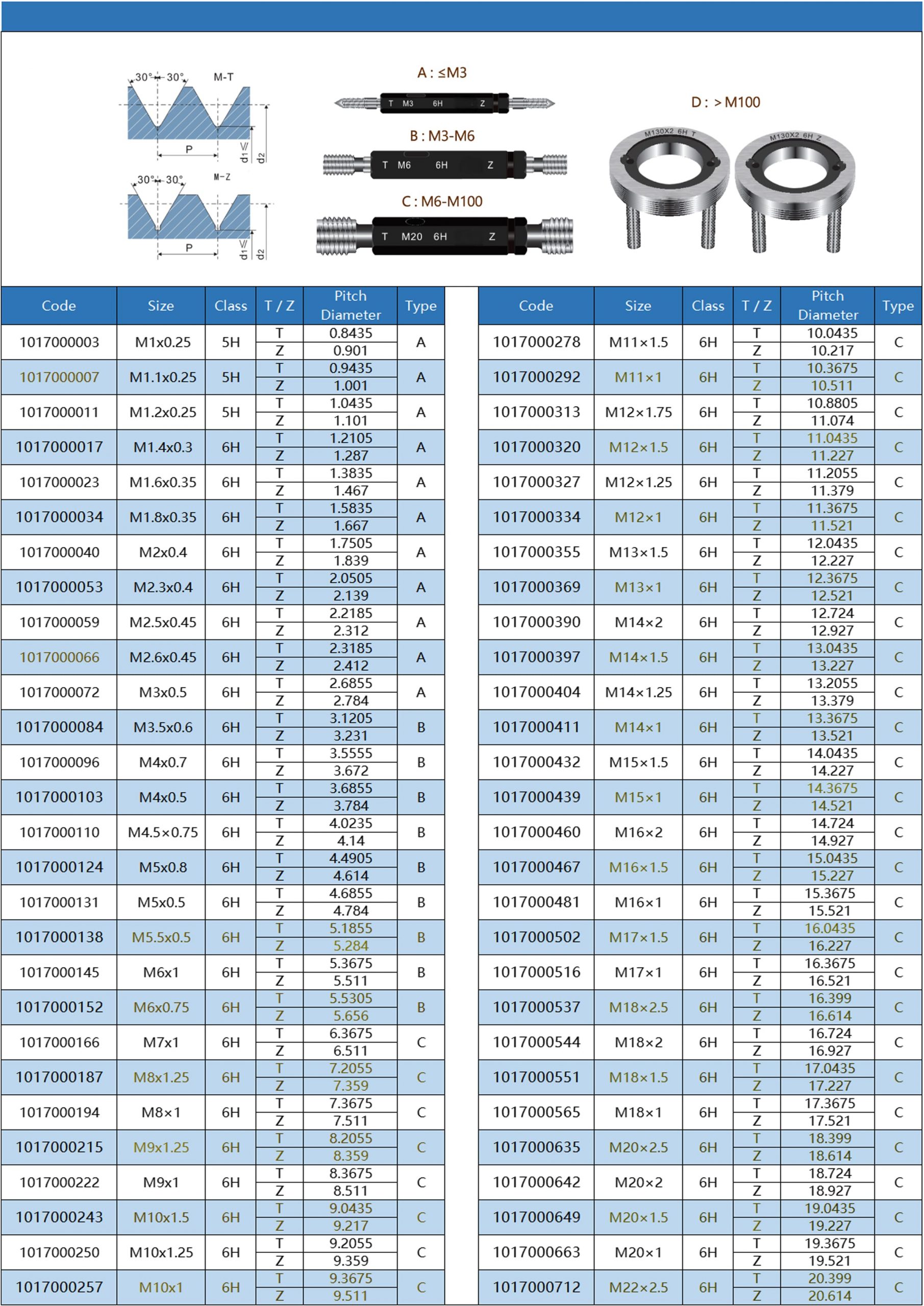
Introduction to Metric Thread Working Plug Gages:
Purpose of metric thread working plug gauges: To comprehensively inspect metric internal threads specified in GB/T 192 – 196 – 2003 and GB/T 197 – 2018.
Inspection environment for metric thread working plug gauges: The standard temperature is 20°C ± 1°C, and the measuring force under standard conditions is zero.
Inspection methods for metric thread working plug gauges: The single pitch diameter is detected by the “three – wire method” using a length measuring instrument. The pitch, flank angle, minor diameter, and clearance groove are detected by a tool microscope.
Use of metric thread working plug gauges: For the inspection of product internal threads, qualified working plug gauges that have passed the inspection should be used. The working plug gauges should comply with the relevant provisions in the GB/T 3934 – 2003 standard. To reduce disputes during inspection and acceptance, it is recommended that the manufacturer, inspector, and acceptor use the same qualified gauges. If it is difficult to use the same qualified gauges: A. The manufacturer should preferably use new or less – worn “go” end plug gauges and “not – go” end plug gauges that are close to the wear limit; the inspector and acceptor should preferably use “go” end plug gauges close to the wear limit and new or less – worn “not – go” end plug gauges. B. The “go” (T) thread plug gauge has a full – form thread profile. When used to inspect the effective pitch diameter and major diameter of the product internal thread, it should be able to screw through. C. The “not – go” (Z) thread plug gauge has a truncated thread profile. When used to inspect the single pitch diameter of the product internal thread, the screwing engagement should not exceed two pitches. D. If the working plug gauge used to judge the product internal thread is qualified and complies with the relevant standard, then the product internal thread is considered qualified.
Commonly recommended standard fits are 6H/6h and 6H/6g; the G tolerance zone can be used for pre – plating threads.