Available for a fee: ILAC-MRA/CNAS certified reports issued by official authoritative institutions in China
Recognized in China & Internationally Mutually Recognized: The report is suitable for global calibration scenarios, with no re-testing required for cross-border use
Efficient Testing Cycle: Completed in approximately 5 working days (regular cases), ensuring no delay to your order delivery schedule
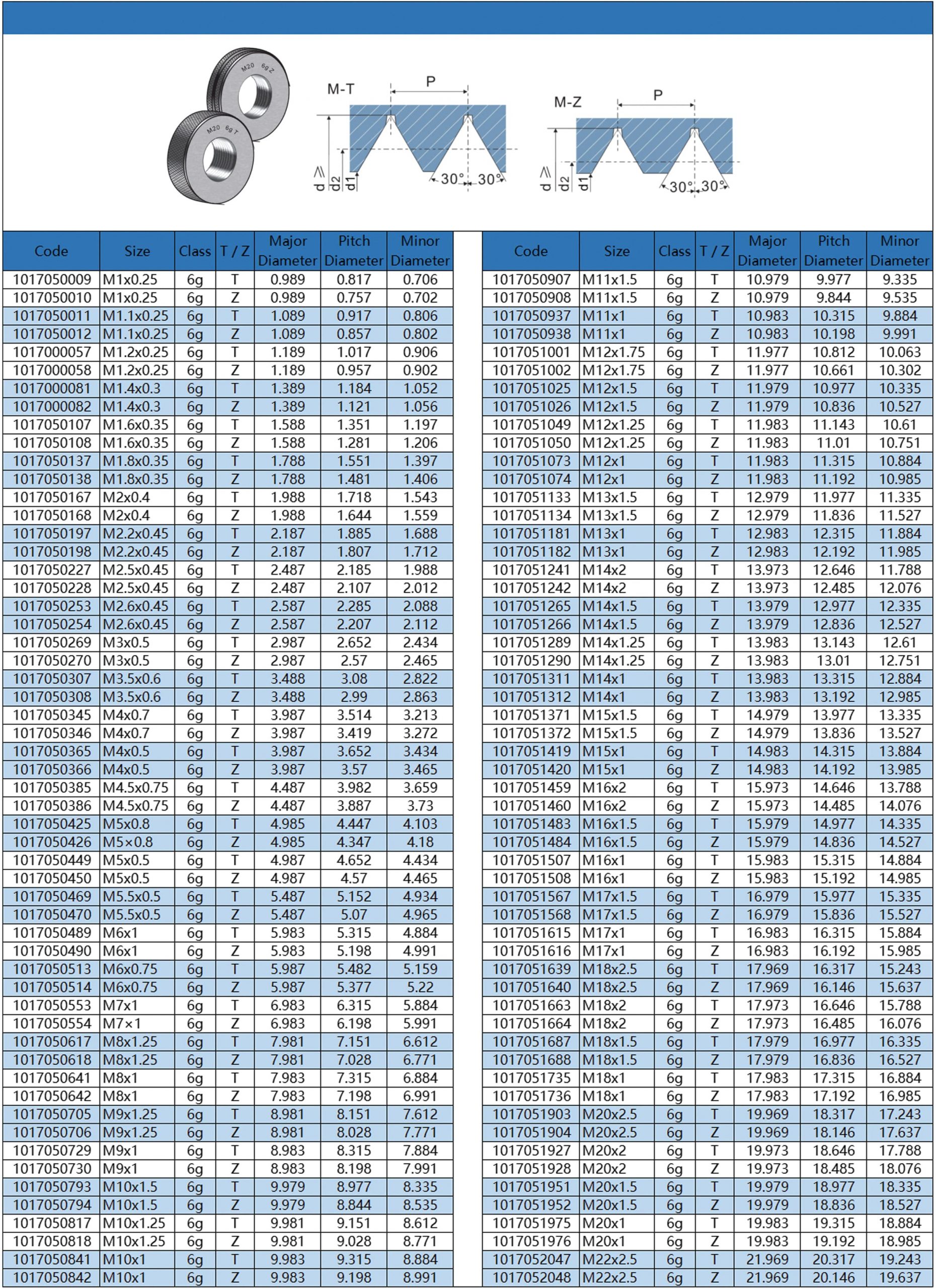
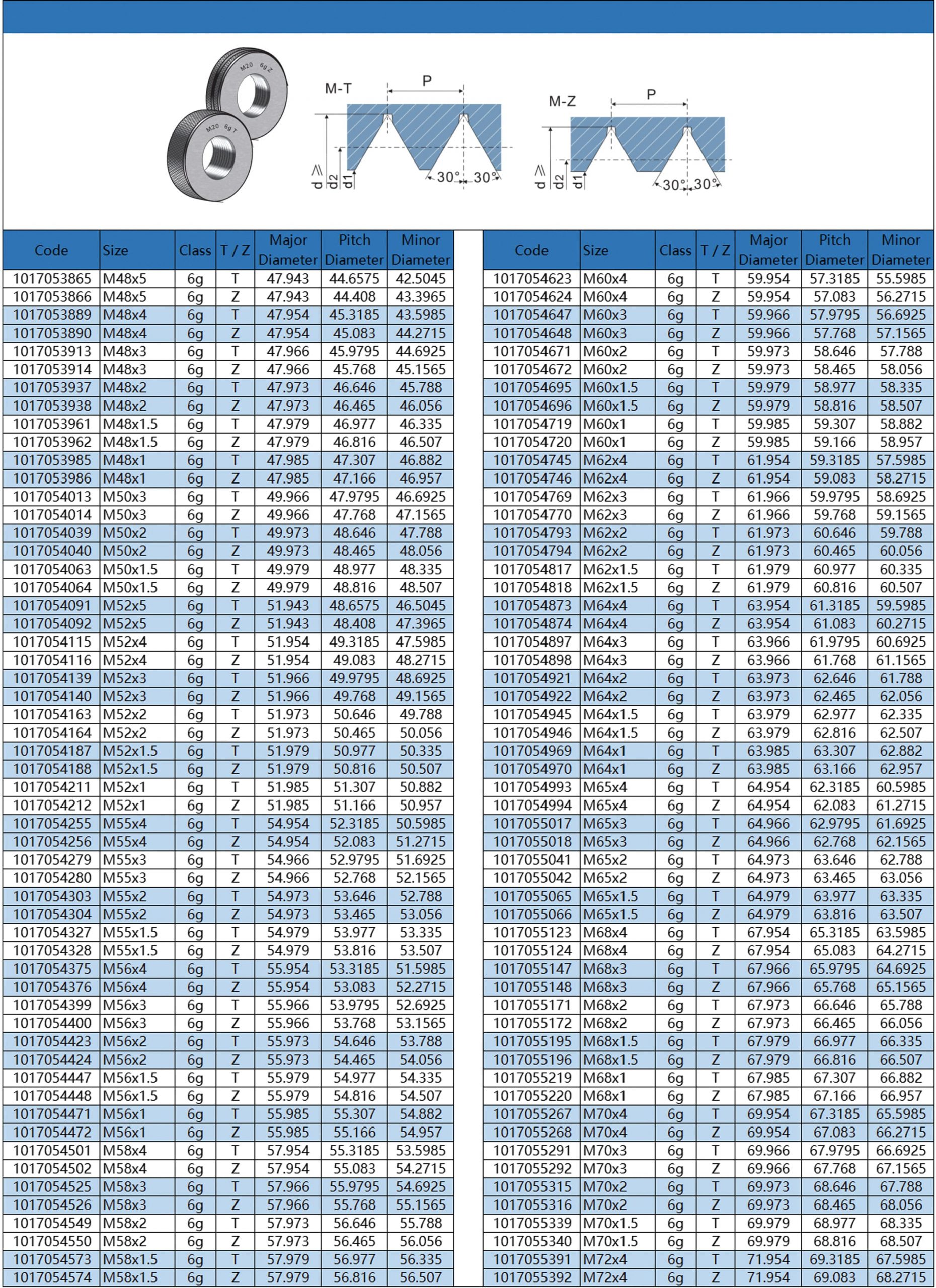
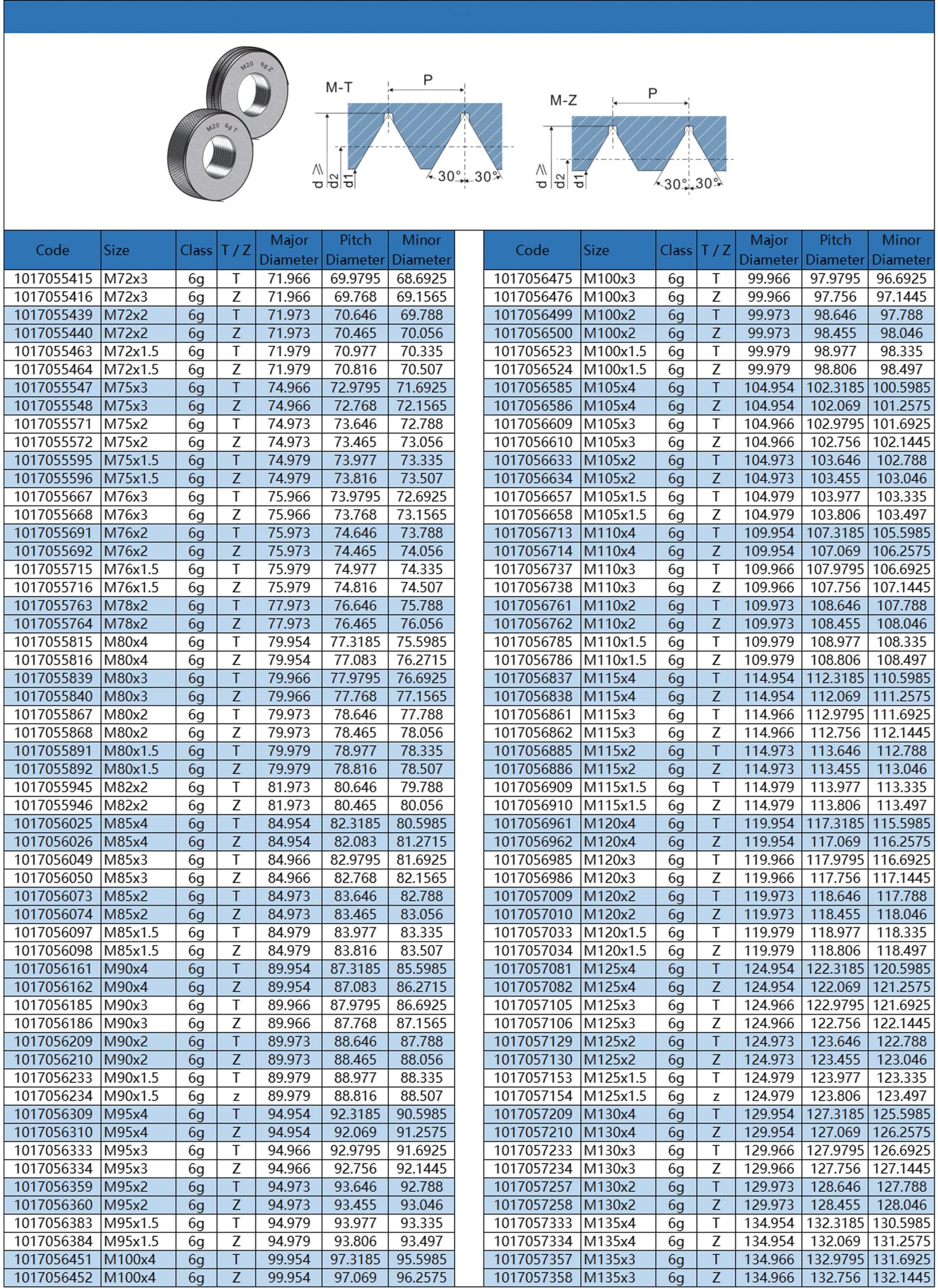
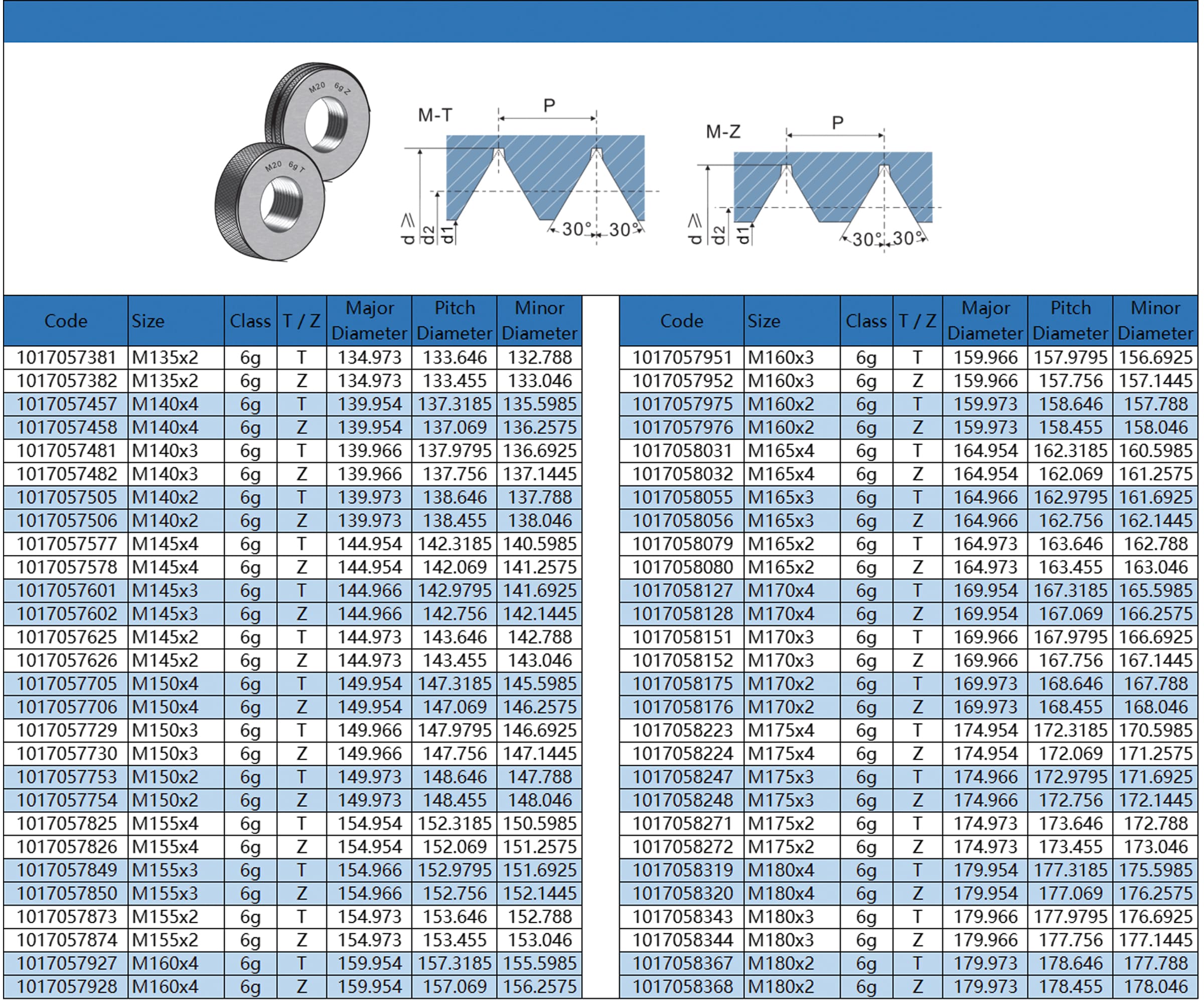
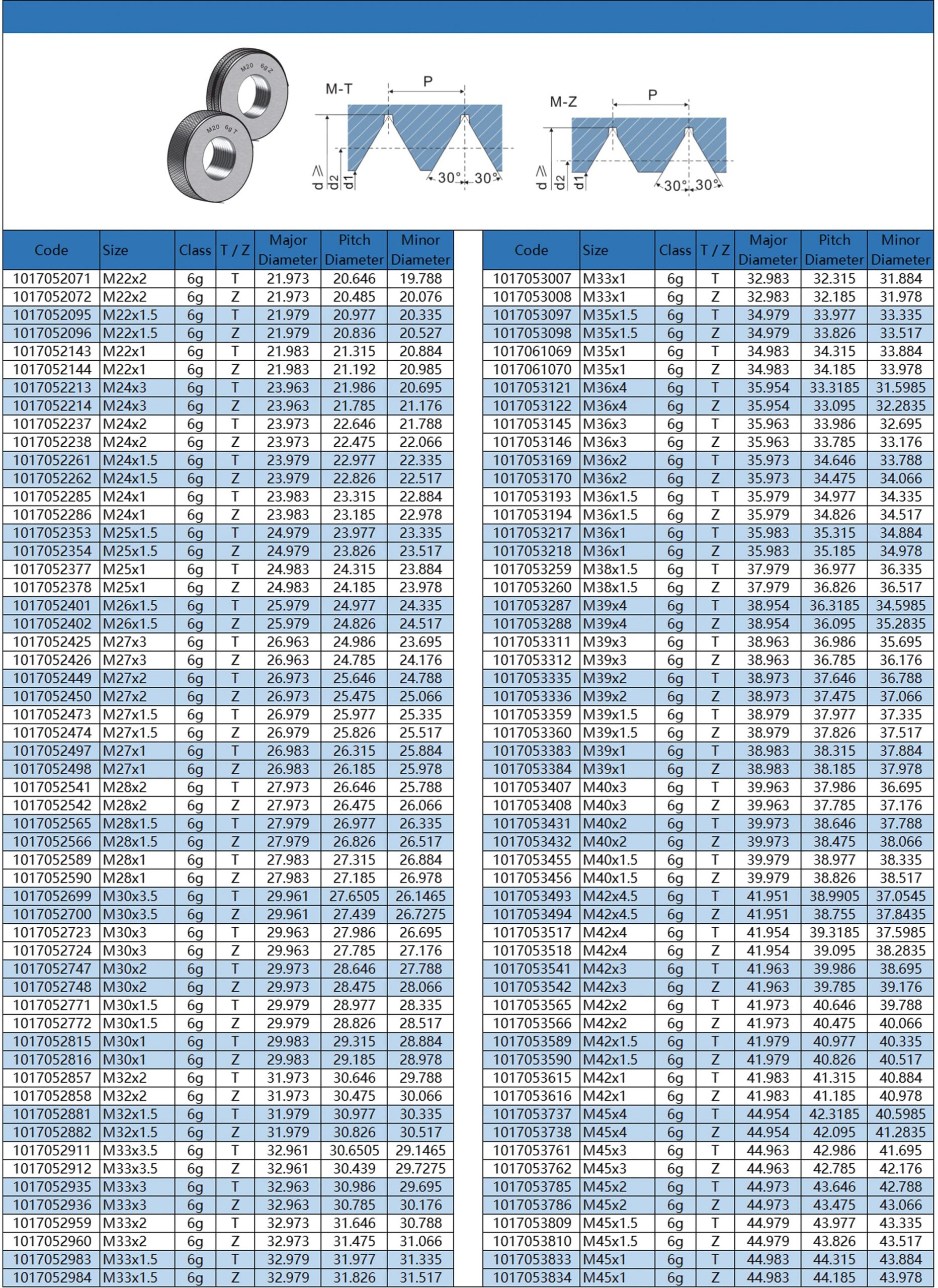
Purpose of Metric Thread Ring Gauges: These are used for comprehensive inspection of metric external threads as specified in GB/T192-196-2003 and GB/T197-2018.
Inspection Environment for Metric Thread Ring Gauges: The standard temperature is 20°C ± 1°C.
Inspection of Metric Thread Ring Gauges: The go end (T) thread ring gauge is inspected using the checking plug gauges TT and TZ; the no-go end (Z) thread ring gauge is inspected using the checking plug gauges ZT and ZZ.
Usage Method of Metric Thread Ring Gauges: For the inspection of the external threads of products, the working ring gauges that have passed the inspection should be used, and for the inspection of the working ring gauges, the checking plug gauges that have passed the inspection should be used. The working ring gauges should comply with the relevant provisions in the GB/T 3934-2003 standard. To reduce disputes during inspection and acceptance, it is recommended that the manufacturer, the inspector and the acceptor use the same qualified gauges. When it is difficult to use the same qualified gauges: A. The manufacturer should preferably use new or less worn go end ring gauges and no-go end ring gauges that are close to the wear limit; the inspector and the acceptor should preferably use go end ring gauges that are close to the wear limit and new or less worn no-go end ring gauges. B. The acceptance of working ring gauges should be based on the checking plug gauges. The checking go-go or checking nogo-go gauges should be able to be screwed through the working ring gauges being inspected; the amount of screwing in of the checking go-nogo or checking nogo-nogo gauges into the working ring gauges being inspected should not exceed one pitch (counting from the complete thread teeth). The working ring gauges in use are verified by the checking go-worn or checking nogo-worn gauges, and the amount of screwing in at both ends of the working ring gauges being inspected should not exceed one pitch. C. When disputes occur during verification, if the working ring gauge used to determine that the external thread of the product being inspected is qualified complies with the requirements of this regulation, then the external thread of the product is qualified.
The standard recommends commonly used fits of 6H/6h and 6H/6g; the e tolerance zone can be used for threads before plating.