



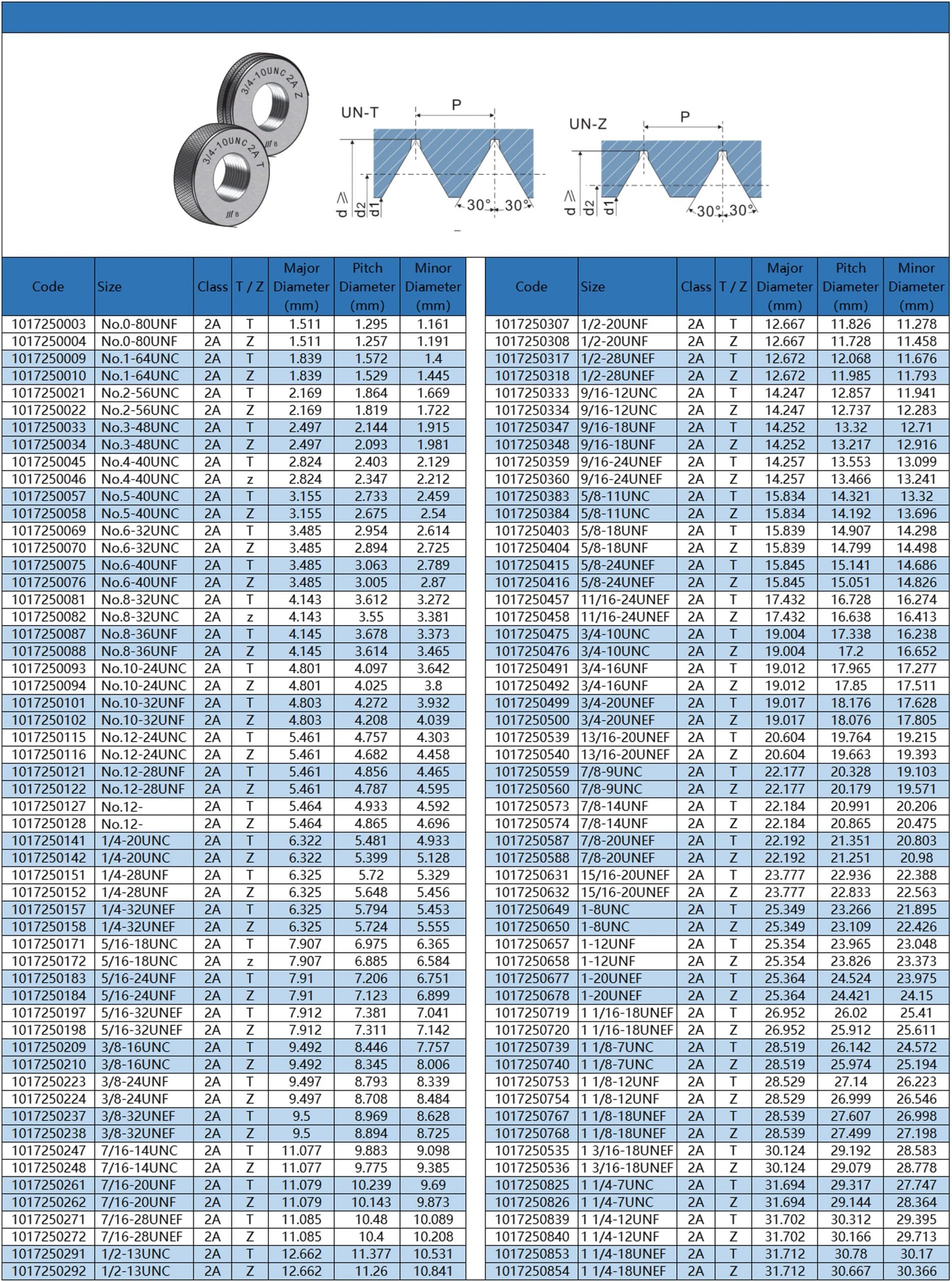
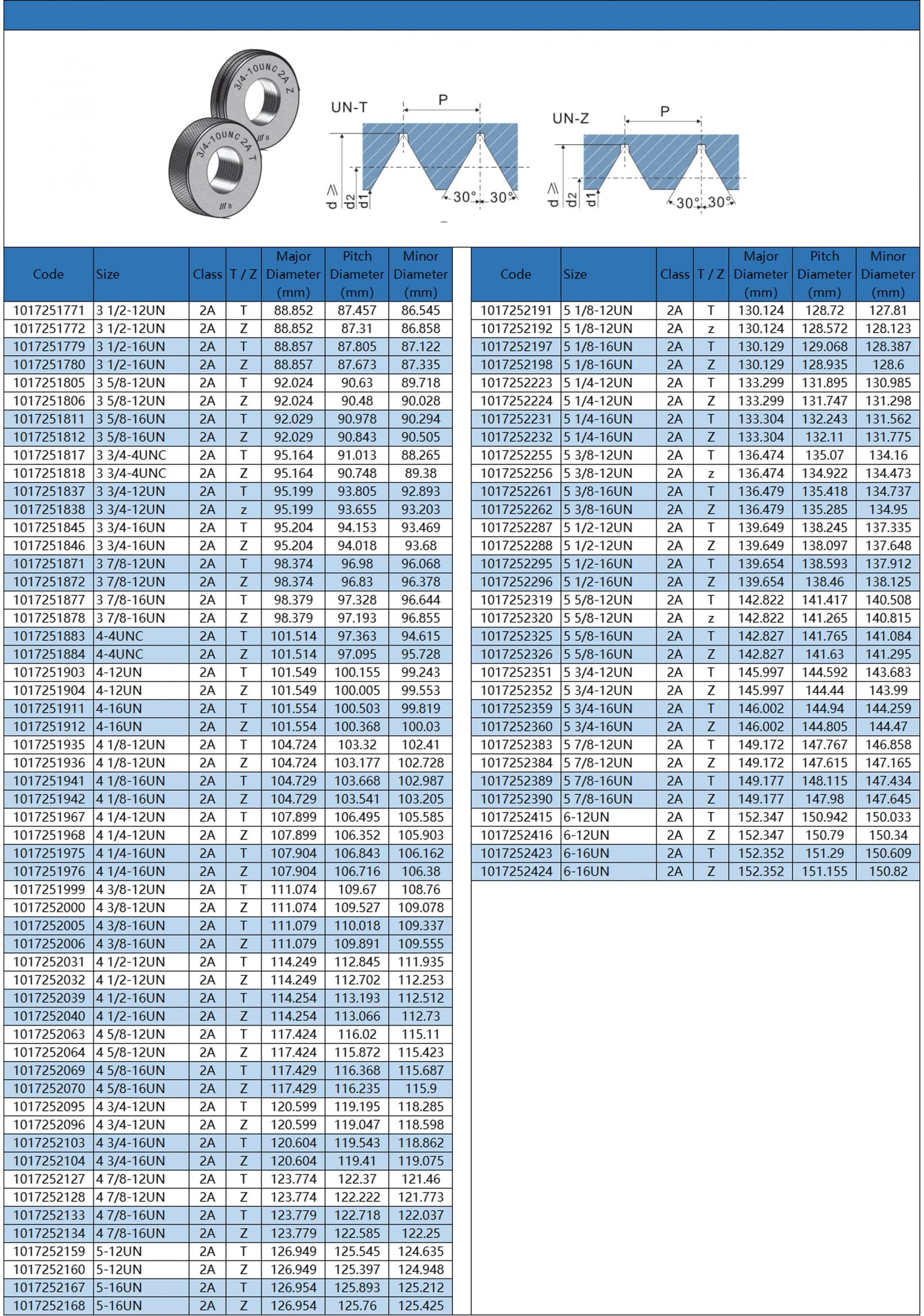
American Standard Thread Ring Gage No. 0 -6 UN
Simple Description:
- Product Model: American Standard Thread Ring Gage
- Range : No. 0 -6 UN
- Standards: JB/T10865-2008
- Material: GCr15.
- Hardness : measuring surface is 58-65HRC.
- The tolerance zone of the pitch diameter of the “go” end of the American Standard Unified Thread working plug gauge is compressed inward by a gauge manufacturing tolerance value, giving the “go” end of the thread plug gauge a wear allowance.
CUSTOM – MADE
-
- We can supply other sizes of thread ring gages, for example, 1 1/4-16 UN LH
- We provide thread ring gages with the following thread tolerance classes: 1A / 2A / 3A/ 2A-0.03 .
- We also provide thread ring gauges of G series, RC series, PT series, RP series, NPT series, NPSM series, and etc. .
- Available for a fee: ILAC-MRA/CNAS certified reports issued by official authoritative institutions in China
- Recognized in China & Internationally Mutually Recognized: The report is suitable for global calibration scenarios, with no re-testing required for cross-border use
- Efficient Testing Cycle: Completed in approximately 5 working days (regular cases), ensuring no delay to your order delivery schedule


