






NPT/RC/PT/BSPT/NPTF Thread Ring Gauge
Simple Description:
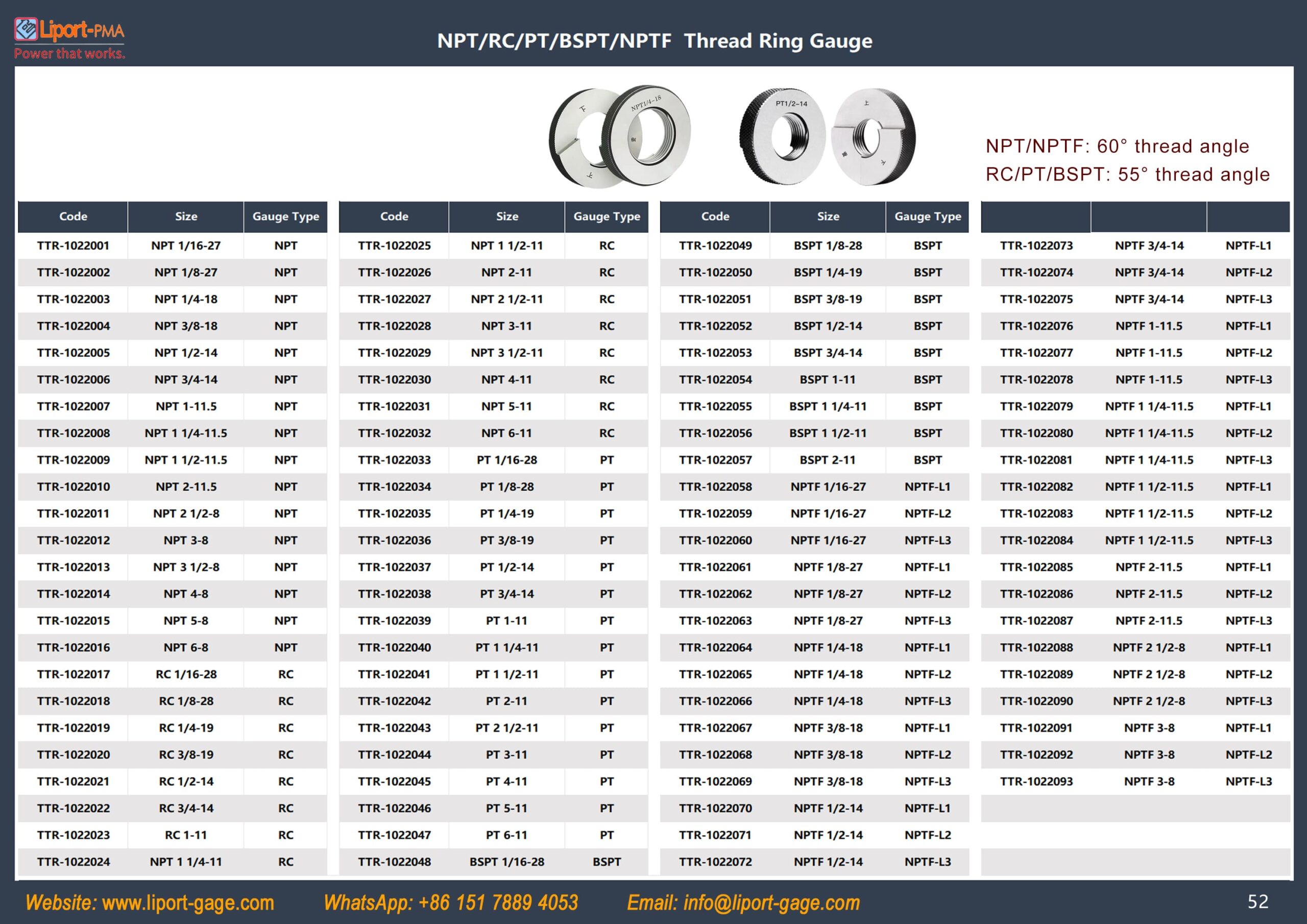
- Product Model: NPT/RC/PT/BSPT/NPTF Thread Ring Gauge
- Range : 1/16~6″
- NPT / NPTF: ASME B1.20.1, ASME B1.20.3
RC / BSPT: BS EN 10226-1, BS 21
PT: JIS B 0203 - Material: GCr15.
- Hardness : measuring surface is 58-65HRC.
CUSTOM – MADE
-
- For custom special-size threads, kindly supply major diameter, pitch diameter, minor diameter and thread form.
- We also provide thread ring gauges of NPSM/BSPP/PSP/G/NPSL/PF/PG/NPS/RP/BSW/Tyre Valve/Optical/Bicycle thread
NPT/RC/PT/BSPT/NPTF Taper Pipe Thread Working Ring Gauges
1. Purpose
Full dimensional inspection of tapered external pipe threads complying with global standards:
NPT/NPTF: ASME B1.20.1, ASME B1.20.3
RC/BSPT: BS EN 10226-1, BS 21
PT: JIS B 0203
2. Inspection Environment
Standard test temperature: 20℃ ±1℃, zero measuring force required.
Gauges & workpieces must be cleaned and thermally stabilized before testing. Temperature fluctuation impairs thread fit clearance and test accuracy.
3. Inspection Methods
Pitch diameter, pitch & taper angle: Three-wire measurement with length gauge and taper fixture (special taper thread wires required).
Flank angle, major/minor diameter, thread truncation & relief groove: Universal tool microscope with rotary stage.
Limit marks, reference plane & sealing engagement length: Optical comparator.
4. Usage Instructions
Only fully calibrated certified ring gauges are valid for testing, complying with standard taper, thread profile, tolerance and 3-mark specifications.
To avoid acceptance disputes, unified calibrated reference gauges are recommended for all parties. If unavailable, follow wear rules below:
A. Gauge Wear Matching Rule
Manufacturer QC: New/slightly worn Go ring gauges + No-Go ring gauges near wear limit
Inspector/Buyer QC: Go ring gauges near wear limit + new/slightly worn No-Go ring gauges
B. Go (T) Ring Gauge Judgment (3 engraved marks: Upper Limit / Reference Plane / Lower Limit, 1 pitch apart)
Full-profile taper ring gauge controls effective pitch diameter & sealing depth:
Hand-tighten the ring gauge straight onto external thread without extra force until fully seated.
Accept: The end face of ring gauge falls between upper and lower limit marks on workpiece thread; flush alignment with reference plane is ideal.
Reject: Ring face beyond workpiece upper mark (oversized pitch diameter); ring face below workpiece lower mark (insufficient sealing length).
C. No-Go (Z) Ring Gauge Judgment (no reference marks)
Short truncated inner thread limits maximum allowable pitch diameter of workpiece:
Hand screw the ring gauge straight onto external thread with no extra force.
General rule: Max 2 fully engaged pitches; ≥3 full engaged pitches = out of tolerance (reject).
Exception: If workpiece total effective thread length ≤2 full pitches, full No-Go ring engagement is acceptable.
D. Pass Standard
External taper pipe thread qualifies only if it meets both Go ring gauge mark range and No-Go pitch limit with calibrated compliant gauges.


